मैनुअल द्वारा BHQ26 श्रृंखला सैंडबास्ट कैबिनेट
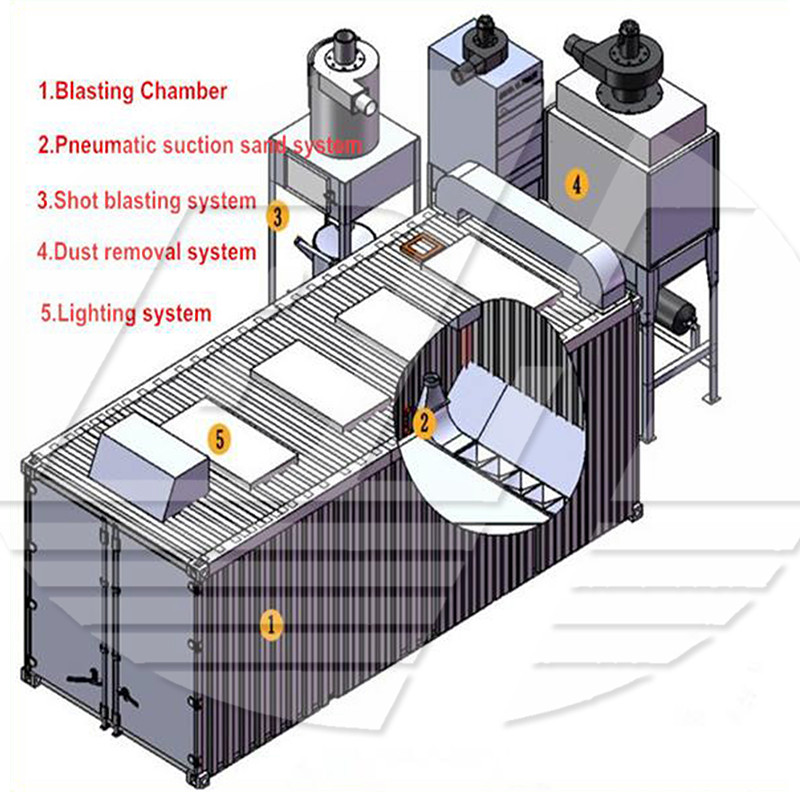
1. रेत विस्फोट कैबिनेट क्या है?
कुछ लोग सैंडब्लास्टिंग मशीन, सैंड ब्लास्टिंग टैंक, पोर्टेबल सैंड ब्लास्टर, ओपन सैंडब्लास्टिंग मशीन आदि भी कहते हैं।नाम अलग-अलग हैं, लेकिन वास्तव में उनका एक ही अर्थ है।अलग से काम कर सकते हैं, लेकिन ज्यादातर मामलों में यह शॉट ब्लास्टिंग रूम के साथ काम करता है।


रेत विस्फोट कैबिनेट की संरचना ——
सामान्यतया, निम्नलिखित के रूप में घटक:
1) ।रेत नष्ट टैंक:
टैंक के विभिन्न संस्करणों के लिए इस्तेमाल की जाने वाली स्टील प्लेट की मोटाई और सैंडब्लास्टिंग मशीन की जड़ अलग-अलग होती है।वॉल्यूम जितना बड़ा होगा, स्टील प्लेट उतनी ही मोटी होगी।यह मुख्य रूप से वास्तविक स्थिति के अनुसार दबाव पोत कारखाने द्वारा निर्धारित किया जाता है।
रेत वाल्व और रेत वाल्व दो प्रकार के होते हैं: मैनुअल या वायवीय।मैन्युअल रूप से, रेत वाल्व को मैन्युअल रूप से खोलना आवश्यक है, और गैस स्वचालित रूप से गैस द्वारा खोली जाती है।
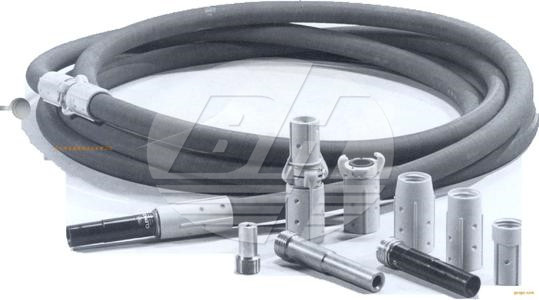
2)। सैंडब्लास्टिंग पाइप (मानक 10 मीटर / 20 मीटर है)
3)। सुरक्षा वाल्व
सैंडब्लास्टिंग टैंक का उपयोग दबाव आमतौर पर 8KG होता है।सुरक्षा वाल्व की भूमिका जब गैस का दबाव 8KG से अधिक हो जाता है, तो यह स्वचालित रूप से डिफ्लेट हो जाएगा।ताकि सैंडब्लास्टिंग टैंक की सुरक्षा की जा सके
4)। सैंडब्लास्टिंग गन: सामग्री के अनुसार, इसे बोरॉन कार्बाइड, मिश्र धातु इस्पात, टंगस्टन कार्बाइड, लोहा और इतने पर विभाजित किया जा सकता है।
सबसे टिकाऊ बोरॉन कार्बाइड है, और सेवा जीवन आम तौर पर 500-700 घंटे है।
दूसरे, टंगस्टन कार्बाइड और मिश्र धातु इस्पात का सेवा जीवन आम तौर पर 300-400 घंटे होता है,
आयरन का इस्तेमाल सिर्फ 10 घंटे ही किया जा सकता है, बहुत कम लोगों ने इसका इस्तेमाल किया है।
इलेक्ट्रॉनिक नियंत्रण प्रणाली और अन्य घटक।
2. पोर्टेबल सैंडब्लास्टर का कार्य सिद्धांत
सैंड ब्लास्टिंग मशीन का कार्य सिद्धांत शॉट ब्लास्टिंग मशीन से अलग है।शॉट ब्लास्टिंग मशीन शॉट ब्लास्टिंग करने के लिए एक केन्द्रापसारक बल का उपयोग करती है।सैंड ब्लास्टिंग मशीन संपीड़ित हवा द्वारा संचालित होती है और वर्कपीस की सतह पर अपघर्षक (धातु और गैर-धातु रेत दोनों) का छिड़काव करती है।दबाव के प्रभाव के कारण, रेत टैंक में अपघर्षक रेत वाल्व और ब्लास्ट ट्यूब से स्प्रे बंदूक तक जाता है, और अपघर्षक को उच्च गति से बाहर निकाल दिया जाता है, जो वर्कपीस सतह की बाहरी सतह के यांत्रिक गुणों को बदल देता है।वर्कपीस की सतह पर अपघर्षक के प्रभाव और काटने के प्रभाव के कारण, वर्कपीस की सतह पर एक निश्चित डिग्री की सफाई और विभिन्न खुरदरापन प्राप्त करने के लिए, वर्कपीस की सतह के यांत्रिक गुणों में सुधार होता है, इसलिए वर्कपीस के थकान प्रतिरोध में सुधार होता है, इसके और कोटिंग के बीच आसंजन को बढ़ाएं, और कोटिंग का विस्तार करें फिल्म का स्थायित्व भी कोटिंग के स्तर और सजावट के लिए अनुकूल है, सतह पर अशुद्धियों, शोर और ऑक्साइड परतों को हटाता है, जबकि माध्यम की सतह को खुरदरा करता है, जिससे सब्सट्रेट सतह पर अवशिष्ट तनाव और सब्सट्रेट सतह की कठोरता में सुधार।
3. पोर्टेबल रेत विस्फ़ोटक के लिए मुख्य विनिर्देश:
4. शॉट ब्लास्ट टैंक की बिजली हानि
1) ।सैंडब्लास्टिंग मशीन का वायु स्रोत विन्यास आम तौर पर 6m³/मिनट है (एकल स्प्रे बंदूक की हवा की खपत, यदि यह N है, तो आवश्यक वायु स्रोत विन्यास N*6m³/min है।
| वस्तु परक | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| इन-टैंक की मात्रा (एम3) | 0.5 | 0.7 | 0.82 | ||
| वायु दाब (एमपीए) | 0.5-0.6 | 0.5-0.6 | 0.5-0.6 | ||
| उत्सर्जित खुराक (कैलिबर = φ10) (किलो / घंटा) | 1800-2280 | 1 बंदूक | 1800-2280 | 1 बंदूक | 1800-2280 |
| दो बंदूकें | 3600-4560 | दो बंदूकें | 3600-4560 | ||
| हवा की खपत (एम3/मिनट) | 6.1 | 1 बंदूक | 6.0 | 1 बंदूक | 6.0 |
| दो बंदूकें | 12.0 | दो बंदूकें | 12.0 | ||
| ब्लास्टिंग पाइप की लंबाई (मिमी) | 7000 | 7000 (2 पीसी) | 7000 (2 पीसी) | ||
| नियंत्रण तरीका | रिमोट कंट्रोल | रिमोट कंट्रोल | रिमोट कंट्रोल | ||
| आयाम (मिमी) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| वजन (किग्रा) | 396 | 500 | 690 | ||
2))।सैंडब्लास्टिंग मशीन के लिए आवश्यक हवा का दबाव 0.5-0.6mpa है (यदि दबाव बहुत कम है, तो सैंडब्लास्टिंग कमजोर होगी और सफाई प्रभाव प्रभावित होगा)।
3))।सैंडब्लास्टिंग मशीन की प्रति घंटे सैंडब्लास्टिंग/शॉटब्लास्टिंग की मात्रा 1800-2100 किलोग्राम है।
4)। सैंडब्लास्टिंग की आवेदन सीमा
ए।पूर्व-उपचार: कवर किए जाने से पहले सभी ब्लास्टिंग उपचार, जैसे कि इलेक्ट्रोप्लेटिंग, पेंटिंग, छिड़काव, आदि, सतह बिल्कुल साफ है, और साथ ही साथ कवरिंग परत के आसंजन और संक्षारण प्रतिरोध में बहुत सुधार होता है।
बी।भागों की सतह को साफ करने से पहले पूर्व-उपचार: कास्टिंग, मुद्रांकन भागों, वेल्डिंग भागों, गर्मी उपचार भागों जैसे धातु भागों की अवरोही, अवशेष और गंदगी;गैर-धातु उत्पादों की सतह की सफाई, सिरेमिक रिक्त स्थान की सतह पर काले धब्बे हटाना और पेंट पैटर्न में कमी आदि।
सी।पुराने हिस्सों का नवीनीकरण: ऑटोमोबाइल, मोटरसाइकिल, इलेक्ट्रोमैकेनिकल उपकरण इत्यादि जैसे सभी चलने वाले हिस्सों की नवीनीकरण और सफाई। साथ ही थकान के तनाव को खत्म करना और सेवा जीवन का विस्तार करना।
डी।वर्कपीस की सतह पर परिष्करण प्रसंस्करण: सभी धातु उत्पाद और गैर-धातु उत्पाद (प्लास्टिक, क्रिस्टल, कांच, आदि) सतह के निशान समाप्त हो जाते हैं, और आर्गन कोहरे की सतह के उपचार से उत्पाद की सतह का उन्नयन होता है।
इ।मोल्ड उपचार: मोल्ड की सटीकता सुनिश्चित करने के लिए, मोल्ड सतह को नुकसान पहुंचाने के लिए मोल्ड सतह, ग्राफिक उत्पादन, और मोल्ड सफाई के आर्गन लाइट कोहरे की सतह का उपचार।
एफ।गड़गड़ाहट उपचार: मशीनी भागों को छोटे गड़गड़ाहट के साथ हटा दिया जाता है, और इंजेक्शन भागों के प्लास्टिक भागों को समाप्त कर दिया जाता है।
जी।अवांछित उत्पादों का पुन: कार्य: अवांछित उत्पाद कोटिंग को हटाना, सतह पर अवांछित रंग को हटाना और छपाई को हटाना।
एच।सुदृढ़ीकरण: धातु के हिस्सों की सतह की कठोरता में वृद्धि और तनाव को खत्म करना, जैसे विमान ब्लेड, स्प्रिंग्स, मशीनिंग उपकरण और हथियारों का सतही उपचार।
मैं।नक़्क़ाशी और एंटी-स्किड प्रसंस्करण: धातु उत्पादों और गैर-धातु उत्पादों की सतह पर नक़्क़ाशी पैटर्न, टेक्स्ट और एंटी-स्किड उपचार, जैसे: संगमरमर, एंटी-स्किड हैंडल, सील, स्टील लेटरिंग इत्यादि।
जे।डेनिम कपड़ों का उपचार: डेनिम कपड़े मैट, सफ़ेद और बिल्ली के मूंछ के प्रभाव को प्राप्त करते हैं।
5. सैंडब्लास्ट कैबिनेट के फायदे:
1) ।सैंडब्लास्टिंग मशीन के धातु के हिस्से मूल रूप से क्षतिग्रस्त नहीं होते हैं, और आयामी सटीकता नहीं बदलेगी;
2))।भाग की सतह दूषित नहीं है, और अपघर्षक भाग की सामग्री के साथ रासायनिक रूप से प्रतिक्रिया नहीं करेगा;
3))।सैंडब्लास्टिंग मशीन दुर्गम भागों जैसे खांचे और अवतलों को आसानी से संभाल सकती है, और उपयोग के लिए विभिन्न आकारों के अपघर्षक का चयन किया जा सकता है;
4))।प्रसंस्करण लागत बहुत कम हो गई है, मुख्य रूप से सैंडब्लास्टिंग मशीन की कार्य कुशलता में सुधार परिलक्षित होता है, जो विभिन्न सतह परिष्करण आवश्यकताओं को पूरा कर सकता है;
5).कम ऊर्जा खपत और कम लागत;
6)।सैंडब्लास्टिंग मशीन पर्यावरण को प्रदूषित नहीं करती है, जिससे पर्यावरणीय उपचार की लागत समाप्त हो जाती है;